Chuan and Jing joined a wholesale company together just after graduation. Both worked very hard.
After several years, the boss promoted Jing to sales executive but Chuan remained a sales rep. One day Chuan could not take it anymore, tendered his resignation to the boss and complained that the boss did not value hard working staff, but only promoted those who flattered him.
The boss knew that Chuan worked very hard for those years, but in order to help Chuan realize the difference between him and Jing, the boss asked Chuan to do an errand. Go and find out if anyone is selling watermelons in the market? Chuan returned and said yes. The boss asked how much per kg? Chuan went back to the market to ask, and returned to inform the boss that the rate is $12 per kg.
Boss told Chuan, now I will ask Jing the same question. Jing went out, returned and said, “Boss, only one person is selling water melon. $12 per Kg, $100 for 10 Kg. He has inventory of 340 melons. On the table 58 melons. Every melon weighs about 15 Kg, brought from the South two days ago. They are fresh and red, good quality.”
Chuan was very impressed and realized the difference between himself and Jing. He decided not to resign but to learn from Jing.
Moral
A more successful person
· Is more observant.
· Thinks ahead, understands the context, anticipates needs & questions. Prepares accordingly. Is not superficial.
· Sees, thinks & prepares for the long-term.
· Goes beyond the obvious. Takes initiative, does more than told!
There was a salt vendor in a village. He used to buy salt from a nearby town. He had a donkey to carry this salt load. There were many streams to be crossed to reach the town.
One day, the vendor was returning after his purchase.
The donkey was loaded with salt bags. While they were crossing a stream, accidentally the donkey slipped and fell into the stream. A lot of salt got dissolved in the water. When the donkey got up the load became very light.
From that day, whenever the vendor returned from town after salt purchase, the donkey began to tumble half-way across one stream or the other. The vendor became suspicious.
Once the vendor purchased bales of cotton and loaded his donkey with bales of cotton. The donkey felt the load to be unusually light. He thought “Today, I am going to tumble and this load is going to become much lighter”.
On their way home, as usual, the donkey tumbled and fell into a stream. But alas! When the donkey tried to get up, the load pulled the donkey down. The cotton had absorbed water and become heavier.
The vendor gave hard beatings to make the donkey get up and walk. From then on, the donkey never tumbled while crossing streams.
Lack of Clarity About the Purpose and Outcome of the Change Effort
The Change Effort Has Insufficient Support
Key Players in the Change Program Are Under performing
The Change Program Implementation Plan Is Weak
Failure to Acknowledge the Importance of Emotional Commitment to the Change Effort
Poor Communication Strategy
Lack of Staying Power
Ignoring the Mistakes in the Change Program – Or Blaming Others For Them
Why Lean Six Sigma Initiatives fail or are not sustainable?
80% said their Lean Six Sigma effort were failing to drive the anticipated value
74% said they are not gaining the expected competitive edge, because they have not achieved their savings targets
Only about 20% of companies that start lean implementation have become successful
Paradigms, The reason why it is so difficult to change
Kaizen Change Management
Kaizen Change Management Effect
Quick Audit to the 3 Pillar of Change
The KCM Model: Paradigm & Change Capability
What is “Company Culture”?
5 Change Principles
Make it a strategic priority:
1 of the top five strategic initiatives!
We have clear Targets!
Direct The Rider
Drive 2 types of change:
Projects to change Gemba!
Teams to change Behaviors!
Shape the Paths
Create Lighthouses & Viral Agents:
We have excellent lighthouses that embody the vision
Our Influent Managers & Team Leaders are committed!
Motivate the Elephant
Change Behaviors in small steps:
Natural teams make steady Progress!
They follow a step model (1 theme a quarter)!
Motivate the Elephant
Teaching by Doing & Practicing a Lot:
We run Gemba Kaizen Workshops!
Natural Team Practice Frequently!
Motivate the Elephant
Paradigms: “Teaching by Doing”, the best Learning Method
To Change Culture…. You have to change Gemba and Change Mind
Gemba Work: Projects: Workshops
Improve Work Areas and Processes
Behavioral Work: Practice Kaizen Daily: Support and Reinforce
New Behaviors start Spreading
Support work: Direct the Rider Motivate the Elephant
Reinforce Behaviors for Cultural Change
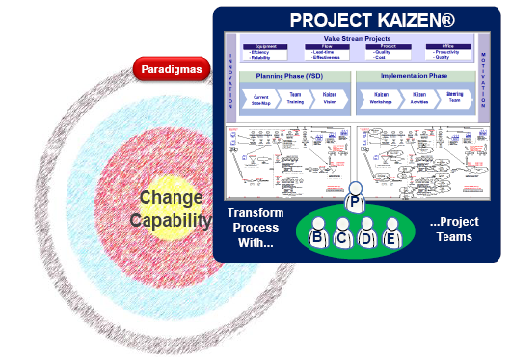
Project Kaizen
Value Stream Projects
With many companies integrating Lean and Six Sigma methodologies into a single improvement tool kit, value stream mapping has emerged as a preferred tool to identify process improvement opportunities. A number of valuable points can be made about applying value stream thinking to project selection across a range of industries and processes
The way Involvement at all levels, Just-in-time inventory, Zero defects, Quality circles, Suggestion systems, Elimination of waste (the 8 deadly muda), Improvements to standardization processes (from the employee’s point of view), Measuring compliance with the kaizen-driven plan, Improvement in employee morale by removing drudgery from work and developing pride in seeing individual ideas implemented, Quicker cycle time, Autonomation etc are the ingredients of KAIZEN
Similarly Bright Colors, Water balloons, Lavish Gujiyas and Melodious Songs are the ingredients of perfect Holi.
Flow is about how the Material or the Information we are processing move from start point to the end point. So it is about what happens to them while its in process and how the process overall compares to what could be seen as perfect process. The best way to run a process is to use minimum resource and minimum elapsed time during the process. The entire focus should be to make the processes Lean. As we all know there is always a room for improvement and we can never get a perfect process. There are organizations who are improving continuously and on daily basis and there are organizations which are far from perfecting. The reason behind this is not because perfection is impossible, but because they have never attempted to reach or even define perfection and see where they are standing currently.
Therefore organizations focus should be upon improving the flow (Material & Information), thereby steadily eliminating mura (unevenness/variation) through the system and not upon waste reduction. Techniques to improve flow include production leveling, “pull” production and the Heijunka box. The implementation of smooth flow exposes quality problems that already exist and thus waste reduction naturally happens as a consequence. The “flow” (or smoothness) based approach aims to achieve JIT, by removing the variation caused by work scheduling and thereby provide a driver, rationale or target and priorities for implementation, using a variety of techniques. The effort to achieve JIT exposes many quality problems that are hidden by buffer stocks; by forcing smooth flow of only value-adding steps, these problems become visible and must be dealt with explicitly.
How to create continuous flow?
Guidelines for Cellular layout
• Place Machines & Work Stations close together to minimize walking distance. • Remove obstacles from Operator’s walking path. • Try to keep inside width of Cell at around 5 feet. • Estimate space & surfaces where WIP can accumulate. • Maintain consistent work height at all work stations. • First & last operation should be close to each other. • Avoid up & down, front & back transfers of work pieces. • Use gravity to assist operator in placing & moving parts. • Install flexible Utility drops from the ceiling to make layout adjustments easier. • Keep hand tools as close as possible to the ‘Point of Use’. • Use dedicated hand tools instead of using tools requires bit change. • Absolutely ensure safety & good ergonomics. • Keep Manual operator based work steps close together to allow flexible work element distribution. • Achieve at least level 3 Automation.
Guidelines for machines in cellular layout
1. Use small equipment decided to a single task rather than large multi task equipment. 2. Introduce level 3 automation wherever operator needs to use both hands. 3. Install ‘One Touch Automation where possible. 4. Machines should be able to process one piece at a time. 5. Incorporate sensors to signal abnormalities & stops of machines. 6. Machine design should be accessible for maintenance & repairs. 7. Strive to devise Changeover within one Takt time cycle.
Tips for improving machine capability
• Kaizen Start, load & Unload processes. • Eliminate waste in the machine cycle itself to reduce time. E.g. shorten the travel distance & time of machine moving parts. • Split apart some of the bottleneck tasks Machine performs & use more than one machine to perform them. • Install two Machines of same type at bottleneck point in the Cell. • Create two Cells instead of one. • Remove the bottleneck Machine from Cell & operate it separately by Supermarket Pull system.
Guidelines for material management in Cellular Layout
• Keep parts as close as possible to the ‘Point of use’. • Keep parts so as operator can use his both hands simultaneously. • Try to keep at parts variation at operators fingertips. • Use fail safe storage Mechanisms to prevent mixing of parts. • Do not have operators to get restock their own stock. • Keep no more than 2 hrs. material at ‘Point of use’. • Do not store additional parts near the process. • Utilize KANBAN to regulate material replenishment • Design part container convenient for operators not for material handlers. In multiple of finished goods pack out quantity. • Do not interrupt operators cycle to replenish parts.
Guidelines for determining number of operators
• < 0.3 Operators : Do not add extra Operator. Further reduce waste or incidental work. • 0.3 – 0.5 Operator: Do not add extra Operator yet. After two weeks of Cell Operation & Kaizen, carefully evaluate if enough waste & incidental work have been taken out. • > 0.5 Operator: Add extra Operator if necessary. Continue reducing waste & incidental work to eventually eliminate need of that Operator.
Methods of work distribution among operators
• Split the Work: Try to allot equal work for equal time for each Operator. • The Circuit: One Operator performs one Takt time work element completely & second Operator follows few step behind. • Reverse Flow: Operators move in the opposite direction of the material flow. • A Combination: Combination of Split , Circuit & Reverse flow as per Gemba requirement. • One Operator per Station: Used where manual work is much more than automated equipment. • The Ratchet: Possible where work elements are same.
Stages of implementing FLOW
Stage 1: Initial Process Design Cell Designing team should be small & work on Shop floor only.
Stage 2: Mock-up Use Standard Work Chart only.
Stage 3: Debugging Making improvements in a Cell after it runs for a period.
Stage 4: Sustaining the Flow By rapid response to problem, frequent Audits, Improvements.
Points to be kept in mind
Debugging is categorizing work motions in to Wasteful, Incidental & Value adding. Eliminating Wasteful & trying to minimize Incidental Work motions.
• Keep elapsed time between communicating new Process & actually starting it up as short as possible. • The Engineers & Maintenance staff need to work until new process functions as designed. • We should plan ahead & built up stock to meet customer demand during transition. • Do not change Takt time during debugging period. • Achieving 60% of Target production first day is Good. 80% in a week time & 90% in two weeks time. • The Cell’s success is everyone’s responsibility. • Implement improvement ideas quickly. Overnight if possible. • The ‘Operator Balance Chart’ & ‘Standard Work Chart’ must be kept update. • Continuous Flow has no option. • Work elements must be relisted & retimed carefully. • Make milestones that prove you are making progress.
In summary, an example of a lean implementation program could be:
A Value Stream Mapping (VSM) is all the ACTIONS (both value-added and non-value-added) currently required to bring a product through the production, information flow across boundaries from raw material into the arms of the customer. It is a pencil & paper tool that helps you to see and understand the flow of material and information as a product makes its way through the stream.
When setting out on the journey to become a Lean organization many organizations miss the true importance of utilizing Value Stream Mapping. Value stream mapping has emerged as a preferred tool to identify process improvement opportunities.
VSM shows the current and future state of processes in a way that highlights opportunities for improvement. It is a lean manufacturing technique used to analyze and design the flow of materials and information required to bring a product or service to a consumer. It is a pencil & paper tool that helps you to see and understand the flow of material and information as a product makes its way through the stream.
Material & Information flow
Within the production flow
One flow is – movement of material
Other flow is – movement of information that tells each process what to make or do next
In lean manufacturing the information flow is treated with just as much importance as material flow
Material and Information flow are two sides of the same coin
Levels of mapping the value stream (for product family)
Process Level
Single plant (door to door)
Multiple plants
Across companies
Symbols & Icons used for Mapping
Information Icons
General Icons
List of typical process data
Points to remember
A number of points can be made about applying Value Stream Mapping to the project selection across range of industries and processes. They are as follows:
Understand the goal of applying VSM
Understand the real constraints
Focus on key projects that help achieve the goal
Define the options
Integrate existing initiatives into the plan
Be creative
Benefits
Establish a direction for the company’s improvement efforts – maps become the blueprints for the lean transformation.
Target Kaizen activities for bigger and more sustainable impact.
Gain a better understanding of the linkages between material and information flow.
Visualize improvements to the overall production flow, instead of spot improvements to single processes.
Create the basis for an effective lean implementation plan by designing how a facility’s door-to-door material and information flow could operate.
Give operators, engineers and managers common language and process for continuous improvement
Visual indicators, displays and controls used throughout manufacturing plants to improve communication of information.
History
The term“Andon” comes from an old Japanese word for paper lantern. An everyday example of an andon is the warning light on your car’s dashboard that indicates when the gas tank is getting close to empty.
An Andon system is one of the principal elements of the Jidoka quality control method pioneered by Toyota as part of the Toyota Production System and therefore now part of the Lean approach.
Why Andon?
There may be a reverse ‘Boy Who Cried Wolf’ condition. What happens if a worker pulls the andon cord to signal a need for help, and nobody ever comes to the rescue? The employee stops wasting his time pulling that andon cord! And if the cord is not pulled, the leadership team misses out on the opportunity to permanently fix the problem. Plus, the lack of early warning means that there will likely be more frequent line stops.
Leader should always ensure that there is a response when required. Make the andons a source of information for you to drive continuous improvement.
Andon boards has not only helped in reduction of “work in progress” or lag time between cycles but has also helped organizations not to rely on white boards, clip boards and word of mouth and even emails and intranet as a communication tool.
It also helps organizations to better define the role of employees on the gemba and to address questions like:
What does Normal Operation mean?
When should operator call for help? Neither too early nor too late.
When should an operator stop the line?
Where the help is required? Etc…..
E.g of Andon board
Line Board Notification & Andon System (HI-ACE Line – Toyota Assembly Plant ASSB, Malaysia)
Benefits of using Andon system
Makes the state and condition of manufacturing processes easily accessible and very clear – to everyone.
It helps the industry guide, monitor and ensure productivity.
Andon boards double as early warning devices
Andon boards can be use in manufacturing, inventory management, storage, receiving, picking and shipping.
A Kata is a structured routine that makes skills and mindset teachable. Coaching Kata is a set of teaching routines that helps you develop coaching skill. It is a coaching pattern that helps managers teach Improvement Kata thinking and acting.
2 types of Kata in Lean
1. Improvement Kata
2. Coaching Kata
Improvement kata is a four step routine that you practice daily in order to make striving and scientific working a habit while Coaching kata is vital to the process of embedding kata into an organizations culture. In order to apply either of the Kata, the learner should be provided coaching that details each of the patterns and provides feedback as necessary. The coaching kata can help an organization realize the possibilities inherent in other kata. Once you learn the Improvement Kata, the Coaching Kata develops your skill for teaching the systematic, scientific routine of the Improvement Kata through practice in daily work.
Kaizen Kata
Coaching Kata
Who Should Carry Out Process Improvement?
Operator autonomy is a general misconception about the Kaizen way. It unfair to ask the operators to make parts, struggle with problems and make improvements.
Leaders as Teachers
Mentor and Mentee
Mentor –Mentee Dialogue (Five Questions)
Coaching KATA -Reflect on the Last Step Taken
Mentor/ Mentee A3 Summary
Coaching Kata Guidelines
Coaching Kata Guidelines
Coaching Kata Guidelines
Coaching Kata Guidelines
Coaching Kata Guidelines
The daily step taken towards the target condition are taken from the PDCA cycles & not from the list of Action Plan
In a PDCA cycle, what we learn in one cycle often leads to another cycle
Meet at the focus process everyday
The PDCA record sheet is filled in by the mentee
Mentor asks the Five questions
Reflect on the last step
Knowledge Threshold
See – Compare – Instruct Pattern
1.See
Try to understand how the learner is thinking
(Coach is in observing, questioning, listening mode)
2. compare
Compare this to the desired pattern specified by the Improvement kata
(Coach is in judging mode)
3. Instruct
Introduce a course adjustment, if required
(Coach is in instructing or guiding mode)
Calibration
Why do we do this experiment?
Its not – “Lets see if this target condition will work”
Once there was a crow. It had a burning desire of looking to be more Beautiful. The crow lived in a big Banyan tree, where a number of peacocks also lived. It saw the beautiful plumes of the peacocks and cherished a desire to look like one of them. It often cursed itself for being ugly. It scorned the whole crow community being black and ugly. It had an ambition to improve like a peacock so that the people may praise it.
In order to fulfill its ambition, it thought how to break away with the crow community. After deep thinking it deceived upon an ambitious plan. It decided to collect dropped off feathers of the peacocks and fix them up into its own, so that it may look beautiful like peacock. The poor crow never thought that only fixing of the feathers could not make it a peacock. There are many other things such as color, size, and crest, which are the essentials of a peacock. After putting on the feathers of the peacock, the crow considered itself to be a peacock. It was beside itself with joy. It decided to go and live with the peacocks. It took a long flight and reached the place where some peacocks were walking around. It walked up and down among the peacocks. The peacocks saw this strange bird with surprise. It looked half crow and half peacock.
The peacocks are known for their self-pride. They could not tolerate a crow posing to be a peacock. They could not break the presence of an imposter among themselves. At once they pounced upon the crow and broke away some of its artificial feathers. The crow was able to save its life with great difficulty. It flew at full speed for its life. The crow took a long flight and reached a place where some crows were perching. It began to move about proudly among the crows. The crows took it to be a different bird, resembling a peacock. They could not brook the presence of a peacock among themselves; they attacked it, pecking it hard with their beaks.
Again the crow had to fly away for its life. It was pained at heart and flew to a lonely tree in the jungle. It did not know what to do. It though, it had tried to improve itself by fixing peacocks’ feathers into its own, but they could not make it peacock. It was no accommodated by the peacocks rather it was attacked for being a imposter. Not only this had even its own brethren- the crows disowned it. It was at a loss to know what to do now. At last it tore off all of its peacock feathers and became a crow again. It was only then that the crows owned it as one of them and accommodated it among themselves. The foolish crow had a bitter experience. It learnt a lesson for life. Do not adopt unnatural and unfair methods for self-improvement and do not try to copy out others.
Moral of this story:
It is not a story just to read and enjoy. It teaches us an important lesson that we should not try to improve ourselves only by imitating others but through hard work and sincere efforts.
We must not forego the moral ideals for attaining something.
The improper methods adopted stand in the way of desired achievements. Such methods are sure to affect the desired results. Even if we achieve something through such improper means, our achievement is not permanent. It is sure to be short lived.
You must avoid copying and cheating even in your examinations, because it is not a proper means.






























































{kind=link}